





















Single-use bioreactors are increasingly relevant in both cell culture and microbial processes because they reduce cleaning demands, simplify changeover and support flexible manufacturing strategies. Their value is especially clear where speed, sterility and operational adaptability matter.
Even so, not every process behaves the same way. Cell culture and microbial cultivation place different demands on oxygen transfer, agitation and thermal control, so a useful single-use platform needs to support both process types without treating them as identical.
Single-use bioreactors create value when disposable process paths and scalable control logic reduce operational burden without compromising process performance.
Why single-use bioreactors matter in modern bioprocessing
Single-use bioreactors matter because they shift part of the process burden away from cleaning and sterilization of product-contact hardware. That can reduce turnaround time, lower cross-contamination risk and make multiproduct or fast-moving environments easier to operate.
This makes them especially attractive in development, pilot work and flexible manufacturing settings, but they are also relevant at production scale when the process strategy benefits from disposable contact paths.

The value of single-use is not only disposability, it is the operational freedom that disposability can create.
Cell culture vs microbial process needs in single-use systems
Cell culture and microbial cultivation do not challenge a bioreactor in the same way. Mammalian or other shear-sensitive cell cultures often require gentle mixing and tighter stress control, while microbial processes usually demand stronger oxygen transfer and more aggressive metabolic support.
Cell culture
Usually more sensitive to shear and often more dependent on gentle hydrodynamics, precise gas handling and stable environmental control.
Microbial processes
Usually require higher oxygen transfer, stronger agitation capability and a platform that can support more demanding metabolic activity.
A strong single-use platform should not force both process types into the same operating assumptions.
Main benefits of single-use bioreactors for cell and microbial workflows
Single-use systems are increasingly chosen because they simplify several important operational areas while keeping process control accessible across scales.
Useful where campaign speed and facility flexibility matter.
Helps reduce time and infrastructure linked to cleaning and sterilization of product-contact paths.
Important in multiproduct or sensitive manufacturing environments.

Main challenges to consider before choosing a single-use bioreactor
Single-use systems are not automatically simpler in every sense. They reduce some burdens, but they also introduce others, especially around consumables strategy, bag handling and process-specific engineering limits.
Single-use does not remove process complexity, it relocates part of that complexity into a different operational model.
From lab to production, the single-use scale path
One of the strongest arguments for modern single-use systems is the ability to move from laboratory work toward pilot and production while preserving a coherent process route. That path becomes especially valuable when teams want to avoid changing technology logic at every scale.
Used for first process definition, screening and early optimization.
Used to validate whether the same biological logic remains robust under more demanding conditions.
Used when the single-use route remains the best operational answer at industrial level.
How TECNIC fits this single-use workflow
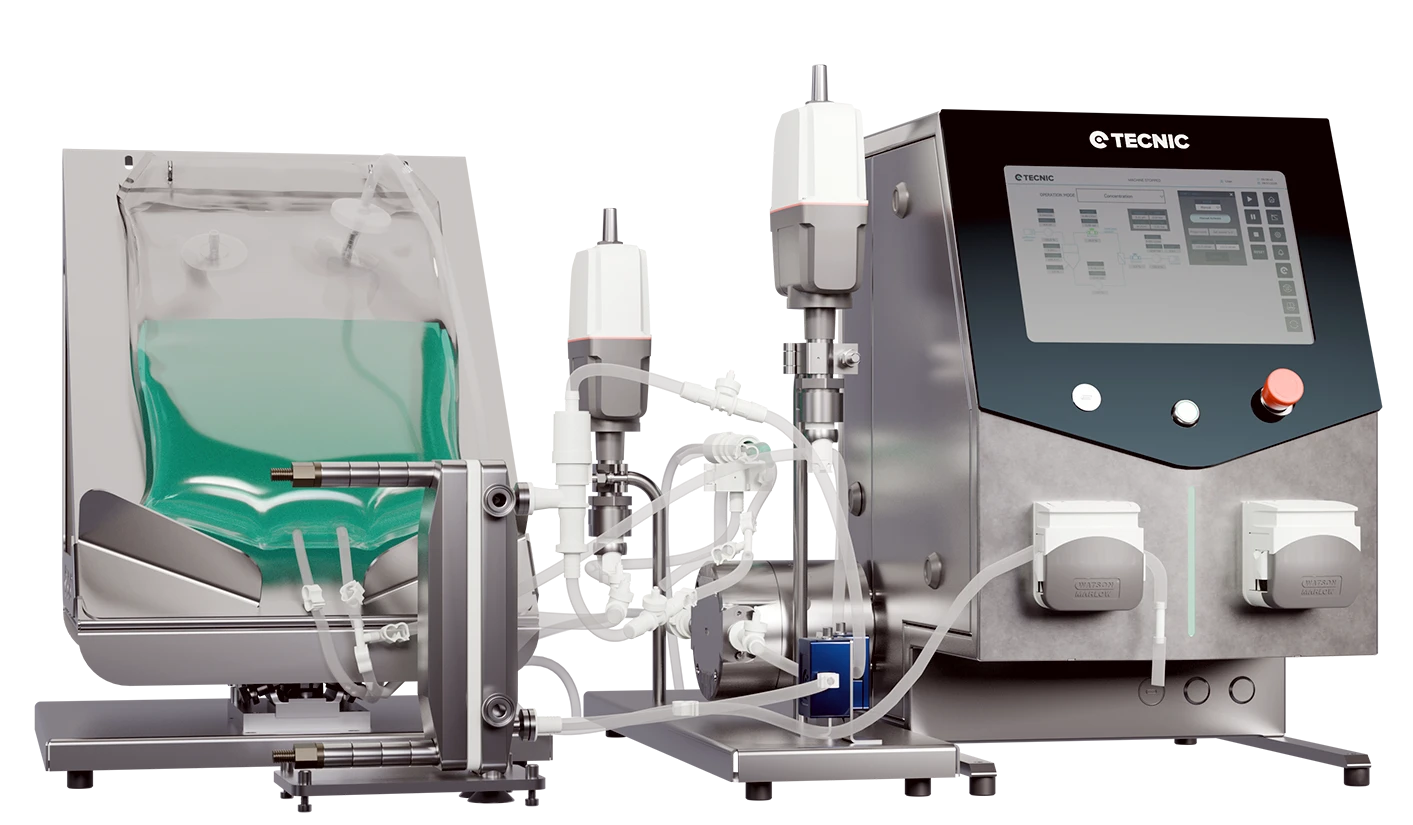
TECNIC fits this topic directly because the single-use bioreactor range is already structured across lab, pilot and production levels for both cell and microbial applications. The current page presents eLab Essential SU from 0.5 to 10 L, ePilot Bioreactor SU from 30 to 50 L and eProd Bioreactor SU from 300 to 2000 L. [oai_citation:0‡TECNIC Bioprocess Solutions](https://www.tecnic.eu/single-use-bioreactors-for-cell-and-microbial/)
eLab Essential SU
Relevant for laboratory development where flexibility and early process control are priorities.
ePilot Bioreactor SU
Relevant when the process needs a pilot bridge before larger-scale single-use manufacturing.
eProd Bioreactor SU
Relevant when the operational value of a disposable product-contact path continues into production scale.
Bioreactor overview
Useful for readers who want to compare single-use and multi-use routes within one platform family.
This article works best when single-use is presented as a process strategy that must fit the biology, not just as a disposable format.
Frequently asked questions
What is a single-use bioreactor?
It is a bioreactor that uses disposable product-contact components, usually to simplify preparation, changeover and contamination control.
Are single-use bioreactors suitable for both cell culture and microbial processes?
Yes, but the platform must support the different needs of each process, especially around shear and oxygen transfer.
Why are single-use bioreactors attractive in modern facilities?
Because they can reduce cleaning burden, speed up changeover and support more flexible manufacturing strategies.
What is the main challenge of single-use systems?
One major challenge is ensuring that consumables strategy and process engineering remain strong enough for the real biological workload.
Can single-use bioreactors scale from lab to production?
Yes, when the platform family is designed to support a coherent transfer path across scales.
Comparing single-use routes for cell and microbial bioprocesses?
Explore TECNIC’s single-use bioreactor solutions or speak with our team to review the right path from lab to production.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}